我们为您呈现了一部精彩绝伦的沈阳(本地)精密管结构管厂家支持大批量采购产品视频,让您感受产品的独特之处。
以下是:沈阳沈阳(本地)精密管结构管厂家支持大批量采购的图文介绍
精密管结构管厂家支持大批量采购")
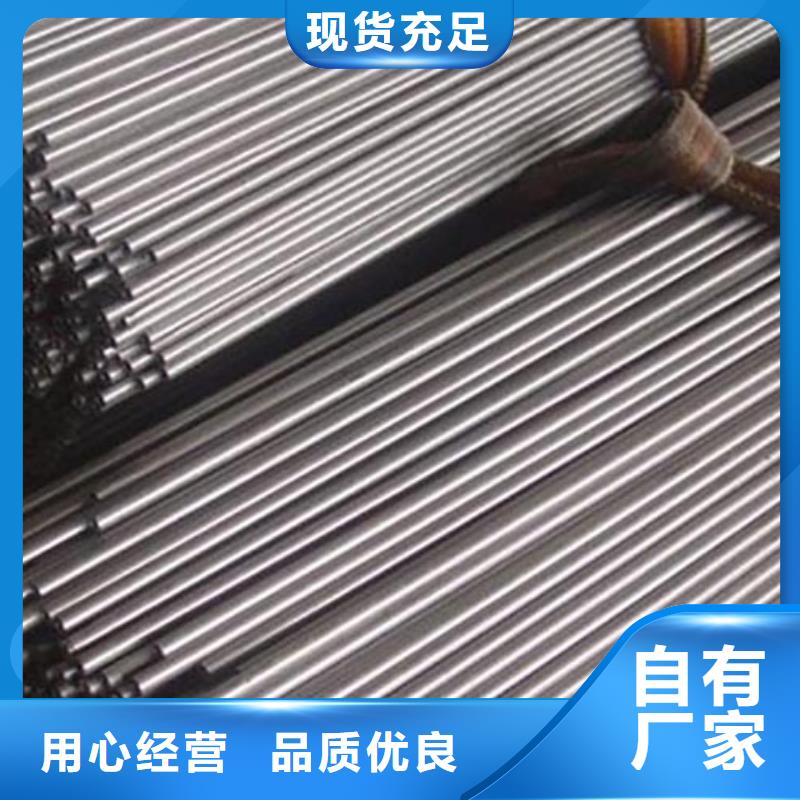
精密管故障诊断的工作原理是,一旦精密管发生故障,涉及的范围会更大,许多相关部件甚至整个设备都会受到不利影响,因此有必要及时诊断和排除故障。相关的原则如下。应判明精密管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是精密管本身的故障?另外,还需检查清楚精密管各种条件是否符合正常运行的要求。其次是根据精密管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。一般我们使用的精密管都比较细,这就导致产生的气孔都在管材的表面,很难看。我们可以加大管材的厚度和直径,从而降低气孔的附着点,不会出现在表面。精密管管材表面出现麻点、气孔,与管材自身的缺陷也有一定关系,我们应该尽量避免管材自身带来的问题,尽量对管材进一步加工处理,减少气孔、麻点等缺陷的产生,提高管材的生产效率和质量。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出精密管故障部位。由于精密管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对精密管故障做出准确的定量分析。
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")
恒永兴金属材料销售有限公司成立以来凭着严格的 H型钢、产品质量、合理的交易价格、优质的销售服务、诚实的商业信誉、完善的销售网络及售后服务,在广大 H型钢、客户群体中赢得了口碑。公司全体员工将不懈努力,执着追求质量和品牌形象,奉行“质量是生命、服务是灵魂”的企业经营理念来满足市场及客户的需求。
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")
2、氧化与脱碳、过热与过烧。3、硬度不足。造成淬火工件硬度不足的原因如下。(1)加热温度过低,保温时间不足。检查金相组织时,在亚共析钢中可以看到未溶铁素体,在工具钢中可以看到较多未溶碳化物。(2)?表面脱碳引起表面硬度不足。磨去表层后所测得的硬度比表面高。(3)?冷却速度不够,在金相组织上可以看到黑色屈氏体沿晶界分布。(4)钢材淬透性不够,截面大处淬不硬。(5)采用中断淬火时,在水中停留时间过短,或自水中取出后,在空气中停留时间过长再转人油中,因冷却不足或自回火而导致硬度降低。(6)工具钢淬火温度过高,残余奥氏体量过多,影响硬度。精密钢管当出现硬度不足时,应分析其原因,采取相应的措施。其中由于加热温度过高或过低引起的硬度不足,除对已出现缺陷进行回火,再重新加热淬火补救外,应严格管理炉温測控仪表,定期按计量传递系统进行校正及检修。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了消除碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施预防及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法消除过热组织。回火缺陷与预防,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")
精密钢管的无氧退火炉采用流程是什么?无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于JB/T1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的高效,优质,低耗,自动连续生产的目的。其特点:1、控制精度:±1℃ 炉温均匀度:±1℃(根据加热室大小而定) 。2、操作方便,可编程,PID自整定、自动升温、自动保温、 自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。3、升温快(升温速率1℃/h至40℃/min可调)。4、节能(炉膛采用进口纤维制作而成,耐高温、耐急热急冷)5、炉体经精致喷塑耐腐蚀耐酸碱,炉体与炉膛隔离采用风冷炉壁温度接近室温6、双回路保护(超温、超压、超流、段偶、断电等)7、炉膛材料进口耐火材料,保温性能好,耐温高,耐急冷急热8、温度类别:1200℃ 1400℃ 1600℃ 1700℃ 180O℃五种9、可通多种气体(氧气、氮气、氩气、氢气等)
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")
精密管结构管厂家支持大批量采购")


 扫一扫
扫一扫